Concept and Feasibility
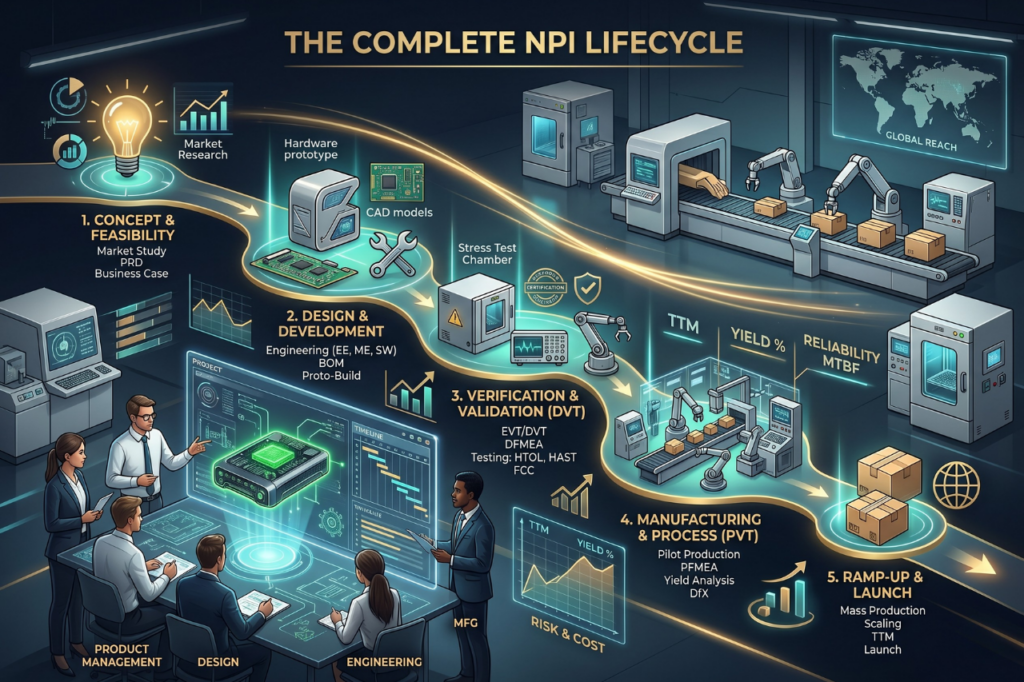
In today’s competitive and fast-paced markets, a robust NPI process is essential. The NPI process initiates from product definition, conceptual design, validation, proto-built, manufacturing, and finally the product launch. Companies that execute NPI effectively can accelerate time-to-market, reduce development risks, and achieve higher product quality and customer satisfaction. Conversely, weak NPI execution often leads to delays, cost overruns, yield issues, and field failures.
The process begins with identifying a market need or opportunity. Product management and engineering teams collaborate to define high-level requirements, evaluate technical feasibility, and develop a business case. This phase includes competitive analysis, cost targets, and an initial risk assessment.
A thorough marketing study is conducted, resulting in a Product Requirements Document (PRD), a market feasibility analysis, a business case, and return on investment.
Upon completion of the product concept and technical assessment, a PRD including preliminary product specifications is developed. This is followed by a project plan and an initial Bill of Materials (BOM).
The next critical step is to perform a detailed technical assessment and risk analysis, including DFMEA, PFMEA, DfX, and DFR. This phase concludes with resource allocation and timeline planning.
The key contributors and stakeholders in the NPI process are:
-
- Product Management
-
- Design Engineering (EE, ME, RF, SW)
-
- Reliability Engineering
-
- Quality Engineering
-
- Manufacturing / Operations
-
- Supply Chain / Procurement
-
- Test Engineering
Product Design and Development
In this phase, detailed design work is performed across hardware, software, and mechanical domains. Engineering teams develop prototypes, conduct simulations, and iterate designs to meet performance, cost, and reliability targets.
Design for Excellence (DfX) practices, such as Design for Manufacturability (DFM), Design for Testability (DFT), and Design for Reliability (DFR), are critical at this stage to prevent downstream issues.
As a result of these efforts, engineering prototypes are built, preliminary test plans and specifications are created, and detailed electrical, mechanical, software, and RF designs are produced. If needed, simulation and modeling are utilized. Drawing layouts, CAD models, and schematics result in the form, fit, and function of a product ready for a protobuild.
The product is now ready for Engineering Validation Tests (EVT) at the alpha stage.
Product Design Verification and Validation (DVT)
Design Verification Testing ensures that the product meets all functional and performance specifications under expected operating conditions and starts upon completion of the engineering validation stage (EVT). Testing may include electrical, thermal, mechanical, and environmental validation.
At this stage, product design performance is validated, design documentation is updated if needed, and risk mitigation actions are implemented, measured, and documented.
Failures identified during this phase drive design refinements and corrective actions.
Before full release, the product undergoes rigorous qualification testing to ensure long-term reliability and compliance with industry standards. This may include stress testing, environmental exposure, and regulatory certification. In addition, a suite of tests is conducted to ensure that the product can function to its performance specifications throughout its specified lifetime. These tests include, but are not limited to, the following:
The product may require compliance certifications such as ISO 9001, FCC, CE, and UL. Reliability tests may include High Temp Operating Life (HTOL), Highly Accelerated Stress Test (HAST), Humidity JEDEC 47, Thermal Cycling JEDEC 47, and vibration tests. Functional validation tests are also required to verify design performance against specifications. Design Failure Mode and Effects Analysis (DFMEA) is critical for product design validation.
The results can be summarized as a final quality sign-off with test and qualification reports, along with certification approvals.
Upon successful completion of this stage, process validation for manufacturing is developed and implemented.
Process Development and Validation (PVT)
Once the design is validated, the focus shifts to manufacturing readiness. This phase involves developing and optimizing production processes, qualifying suppliers, and conducting pilot builds to evaluate yield and process capability. The result is a stable manufacturing process with control plans.
Like DFMEA for design, a Process Failure Mode and Effects Analysis (PFMEA) is critical for process development and pilot production builds. Yield and defect analysis, if acceptable, can result in a process that is qualified for manufacturing. PFMEA and control plans are implemented to ensure consistent and repeatable manufacturing.
The process development and validation stage includes manufacturing process setup and implementation, tooling, fixtures and test equipment development, pilot production runs, yield analysis, and optimization.
Ramp-Up and Mass Production
This stage of the NPI process requires efforts to maintain and scale production to full volume in order to meet market and customer demands. During ramp-up, close monitoring of yield, defect rates, and process stability is maintained. Continuous improvement initiatives are often implemented to optimize efficiency and reduce costs.
In addition, it is critical for the supply chain to scale supplies, optimize cost, and maintain quality to achieve stable yields and controls such as Cpk.
Product Launch and Post-Launch Support
The last stage is as important as the first stage. Its key elements support a continuous, seamless, defect-free process.
Upon completion of the product market launch, it is very important to maintain contact with the customer, gather customer feedback, establish a method for field-customer reliability tracking (RMA, FRACAS), and sustain a continuous improvement loop.
Typical NPI Pitfalls are
-
- Late design changes → delays and cost overruns
-
- Poor communication between engineering and manufacturing
-
- Inadequate reliability testing → field failures
-
- Weak supplier qualification or supply chain constraints
-
- Rushing from EVT to mass production design not manufacturable (DFM issues)
-
- Late discovery of reliability failures
-
- Poor yield during ramp
-
- Misalignment between teams
Metrics Used in NPI
-
- Time-to-Market (TTM)
-
- Yield (%)
-
- Defects Per Million (DPPM)
-
- First Pass Yield (FPY)
-
- Reliability metrics (MTBF, FIT rate)
-
- Cost vs target (COGS)